![]()
 Felhasználói kézikönyv
Felhasználói kézikönyv
Premium Core Alignment
Fusion Splicer
Verzió V1.00
Előszó
Köszönjük, hogy a View 8X Fusion Splicer az INNO Instrument-től. A View A 8X innovatív terméktervezést és kiváló gyártási technológiát alkalmaz, hogy példátlan illesztési élményt nyújtson az ügyfeleknek.
A teljesen új technológia nagymértékben csökkenti az összeillesztési és felfűtési időt. A fejlett becslési módszer és az illesztési technika biztosítja az illesztési veszteség pontos becslését. Az egyszerű, de trendi termékkialakítás, a kifinomult belső felépítés és a megbízható tartósság a toldót bármilyen működési környezethez alkalmassá teszi. A dinamikus kezelőfelület és az automatikus illesztési mód nagy kényelmet biztosít a felhasználók számára.
További információkért a View 8X, kérjük, keresse fel hivatalosunkat webwebhely a címen www.innoinstrument.com.
 Ez a felhasználói kézikönyv elmagyarázza a készülék használatát, teljesítményjellemzőit és figyelmeztetéseket View 8X fúziós toldó és telepítése és kezelése. Ennek a kézikönyvnek az elsődleges célja, hogy a felhasználó a lehető legjobban megismerje az illesztőt.
Ez a felhasználói kézikönyv elmagyarázza a készülék használatát, teljesítményjellemzőit és figyelmeztetéseket View 8X fúziós toldó és telepítése és kezelése. Ennek a kézikönyvnek az elsődleges célja, hogy a felhasználó a lehető legjobban megismerje az illesztőt.
![]() Fontos!
Fontos!
INNO A műszer minden felhasználónak azt ajánlja, hogy olvassa el ezt a kézikönyvet, mielőtt üzembe helyezné View 8X fúziós toldó.
1. fejezet – Műszaki paraméterek
1.1 Alkalmazható száltípus
- Igazítási módszer: Premium Core Alignment
- SM(ITU-T G.652&T G.657) / MM(ITU-T G.651) / DS(ITU-T G.653) / NZDS (ITU-T G.655) / CS (G.654) / EDF
- Rostszám: Egyetlen
- Bevonat átmérője: 100μm – 3mm
- Burkolat átmérője: 80-150μm
1.2 Összekötési veszteség
Ugyanazt a szálat az ITU-T szabványnak megfelelő vágási módszerrel összeillesztik és mérik. Az illesztési veszteség tipikus értékei:
- SM: 0.01 dB
- MM: 0.01 dB
- DS: 0.03 dB
- NZDS: 0.03 dB
- G.657:0.01dB
1.3 Összeillesztési mód
- Összeillesztési idő: Gyors mód: 4 s / SM mód átlaga: 5 s (60 mm vékony)
- Összeillesztési memória: 20,000 10,000 illesztési adat / XNUMX XNUMX illesztési kép
- Összeillesztési programok: Max 128 mód
1.4 Fűtés
- 5 féle alkalmazható védőhüvely: 20mm – 60mm.
- Fűtési idő: Gyors mód: 9 s / Átlag: 13 s (60 mm vékony)
- Fűtési programok: Max. 32 üzemmód
1.5 Tápegység
- AC bemenet 100-240V, DC bemenet 9-19V
- Akkumulátor kapacitása: 9000 mAh / működési ciklus: 500 ciklus (illesztés + fűtés)
1.6 Méret és súly
- 162W x 143H x 158D (gumi lökhárítóval együtt)
- Súly: 2.68 kg
1.7 Környezeti feltételek
- Működési feltételek: Magasság: 0 - 5000 m, Páratartalom: 0 - 95%, Hőmérséklet: -10 - 50 ℃, Szél: 15 m/s;
- Tárolási feltételek: Páratartalom: 0-95%, Hőmérséklet: -40-80 ℃;
- Ellenállási tesztek: Ütésállóság: 76 cm-re az alsó felülettől, Pornak való kitettség: 0.1-500 um átmérőjű alumínium-szilikát, Esőállóság: 100 mm/h 10 percig
- Vízállóság (IPx2)
- Ütésállóság (76 cm-ről leejtés)
- Porállóság (IP5X)
1.8 Egyéb
- 5.0 hüvelykes színes LCD kijelző, teljes érintőképernyő
- 360x, 520x nagyítás
- Húzási teszt: 1.96-2.25 N.
1.9 Az akkumulátorral kapcsolatos óvintézkedések
- Kerülje az akkumulátor érintését vagy hegyes vagy éles tárgyakkal való ütését.
- Tartsa távol az akkumulátort fém anyagoktól és tárgyaktól.
- Kerülje az akkumulátor eldobását, leejtését, ütését vagy hajlítását, és kerülje az ütődést vagy rátaposást.
- Az esetleges rövidzárlat elkerülése érdekében ne csatlakoztassa az akkumulátor anód- és katódkapcsait fémhez, például elektromos vezetékhez.
- Ügyeljen arra, hogy az akkumulátor anód- vagy katódterminálja ne érintkezzen a csomagolás alumíniumrétegével, mert rövidzárlatot okozhat.
- Ne szerelje szét az akkumulátorcellát.
- Ne merítse az akkumulátort vízbe, mert a víz sérülése az akkumulátorcellát működésképtelenné teszi.
- Ne helyezze és ne használja az akkumulátort hőforrások, például tűz közelébe, és óvja meg az akkumulátor túlzott felforrósodását.
- Kerülje az akkumulátor közvetlen forrasztását, és ne töltse nagyon forró környezetben.
- Ne helyezze az akkumulátort mikrohullámú sütőbe vagy bármilyen nagynyomású edénybe.
- Tartsa távol az akkumulátort forró környezettől, például autóban huzamosabb ideig vagy közvetlen napfénytől.
- Szigorúan tilos sérült akkumulátort használni.
- Elektrolitszivárgás esetén tartsa távol az akkumulátort minden tűzforrástól.
- Ha az akkumulátor elektrolitszagot bocsát ki, ne használja.
2. fejezet – Telepítés
2.1 Biztonsági figyelmeztetések és óvintézkedések
As View Az 8X szilikaüveg optikai szálak fúziós illesztésére készült, nagyon fontos, hogy a toldó nem használható más célra. A toldó egy precíziós műszer, és óvatosan kell kezelni. Ezért olvassa el az alábbi biztonsági szabályokat és általános óvintézkedéseket ebben a kézikönyvben. A figyelmeztetéseket és óvintézkedéseket figyelmen kívül hagyó műveletek megszegik a fúziós toldó tervezésének, gyártásának és használatának biztonsági előírásait. Az INNO Instrument nem vállal felelősséget a helytelen használatból eredő következményekért.
Üzembiztonsági figyelmeztetések
- Soha ne működtesse a kötőt gyúlékony vagy robbanásveszélyes környezetben.
- NE érintse meg az elektródákat, amikor a toldó be van kapcsolva.
![]() Jegyzet:
Jegyzet:
Csak meghatározott elektródákat használjon a fúziós toldóhoz. Az elektródák cseréjéhez válassza az [Elektródák cseréje] lehetőséget a Maintenance Menuben, vagy kapcsolja ki a kötőelemet, húzza ki a váltakozó áramú tápforrást, és vegye ki az akkumulátort az elektródák cseréje előtt. Ne kezdeményezzen ívkisülést, hacsak nincs mindkét elektróda megfelelően a helyén.
- Ne szerelje szét és ne változtassa meg a toldó egyetlen alkatrészét sem jóváhagyás nélkül, kivéve azokat az alkatrészeket vagy alkatrészeket, amelyeket a jelen kézikönyvben leírtak szerint a felhasználók szétszedhetnek vagy módosíthatnak. Az alkatrészek cseréjét és a belső beállításokat csak az INNO vagy annak felhatalmazott technikusai vagy mérnökei végezhetik el.
- Kerülje a kötőelem üzemeltetését gyúlékony folyadékokat vagy gőzöket tartalmazó környezetben, mivel a kötőelem által keltett elektromos ív veszélyes tűz- vagy robbanásveszélyt jelenthet. Kerülje a toldó használatát hőforrások közelében, magas hőmérsékletű és poros környezetben, vagy ha páralecsapódás van jelen a kötőelemen, mert ez áramütéshez, a toldó meghibásodásához vagy a kötési teljesítmény romlásához vezethet.
- A szál-előkészítési és illesztési műveletek során kötelező a védőszemüveg viselése. A rostdarabok jelentős veszélyt jelenthetnek, ha szembe, bőrrel érintkeznek, vagy lenyelődnek.
- Azonnal távolítsa el az akkumulátort, ha az alábbi problémák bármelyikét észleli a toldó használata közben:
- Gőzök, kellemetlen szagok, szokatlan zajok vagy túlzott hő.
- Folyékony vagy idegen anyag kerül a toldó testbe (burkolatba).
- A toldó megsérült vagy leesett.
- Ezen hibák bármelyike esetén azonnal forduljon szervizközpontunkhoz. Ha hagyja, hogy a toldó azonnali beavatkozás nélkül sérült állapotban maradjon, az a berendezés meghibásodásához, áramütéshez, tüzet okozhat, és sérülést vagy halált okozhat.
- Kerülje a sűrített gáz vagy dobozos levegő használatát a toldó tisztításához, mivel ezek a termékek gyúlékony anyagokat tartalmazhatnak, amelyek az elektromos kisülés során meggyulladhatnak.
- Csak a megfelelő szabványos akkumulátort használja View 8X. A nem megfelelő váltóáramú áramforrás használata füstöléshez, áramütéshez, a berendezés károsodásához vezethet, és tüzet, sérülést vagy halált okozhat.
- Csak a megadott töltőt használja View 8X. Ne helyezzen nehéz tárgyakat a hálózati tápkábelre, és tartsa távol hőforrásoktól. A nem megfelelő vagy sérült vezeték használata füstölést, áramütést, a berendezés károsodását, sőt tüzet, sérülést vagy halált is okozhat.
Karbantartási és külső gondozási óvintézkedések
- Ne használjon kemény tárgyakat a V-hornyok és elektródák tisztításához.
- Kerülje az aceton, hígító, benzol vagy alkohol használatát a toldó bármely részének tisztításához, kivéve az ajánlott területeket.
- Száraz ruhával távolítsa el a port és a szennyeződést a toldóról.
- Mindig kövesse az ebben a kézikönyvben található karbantartási utasításokat.
Szállítási és tárolási óvintézkedések
- Amikor a fűzőt hideg környezetből meleg környezetbe szállítja vagy mozgatja, elengedhetetlen, hogy a fúziós kötőelem fokozatosan felmelegedjen, hogy elkerülje a kondenzációt az egységen belül, ami káros hatással lehet a kötőelemre.
- A hosszú távú tároláshoz jól csomagolja be a fúziós toldót.
- Tartsa a kötőt tisztán és szárazon.
- Tekintettel a precíziós beállítására és beállítására, a kötőelemet mindig a hordtáskájában tárolja, hogy megóvja a sérülésektől és a szennyeződésektől.
- Mindig ne hagyja a toldószerszámot közvetlen napfénynek vagy túlzott hőhatásnak kitéve.
- Ne tárolja a fűzőt poros környezetben. Ez áramütést, a toldó hibás működését vagy gyenge illesztési teljesítményt okozhat.
- Tartsa a páratartalmat minimális szinten ott, ahol a kötőelemet tárolják. A páratartalom nem haladhatja meg a 95%-ot.
2.2 Telepítés
![]() Fontos!
Fontos!
Gondosan kövesse ezeket az utasításokat.
A Splicer kicsomagolása
Tartsa felfelé a fogantyút, majd emelje ki a kötőelemet a hordtáskából.
2.3 Végeview Külső alkatrészek 2.4 Tápellátás módja
2.4 Tápellátás módja
Akkumulátor
Az alábbi ábra az akkumulátor behelyezését mutatja be.

3. fejezet – Alapvető műveletek
3.1 A toldó bekapcsolása
Sajtó ![]() gombot a kezelőpanelen, várja meg, amíg a toldó bekapcsol. Ezután lépjen a Workbench oldalra.
gombot a kezelőpanelen, várja meg, amíg a toldó bekapcsol. Ezután lépjen a Workbench oldalra.
![]() Jegyzet:
Jegyzet:
Az LCD monitor egy precíz alkatrész, amelyet gyártóüzemünk szigorú minőségellenőrzés mellett állít elő. Néhány apró, különböző színű pont azonban továbbra is megmaradhat a képernyőn. Eközben előfordulhat, hogy a képernyő fényereje nem tűnik egyenletesnek, attól függően viewszögben. Vegye figyelembe, hogy ezek a tünetek nem hibák, hanem természeti jelenségek.
3.2 A szál előkészítése
Az összeillesztés előtt a következő 3 lépést kell végrehajtani:
- Csupaszítás: Távolítson el legalább 50 mm-es másodlagos bevonatot (a tömített és laza cső másodlagos bevonatára egyaránt), és körülbelül 30-40 mm-t az elsődleges bevonatból megfelelő eltávolítóval.
- Tisztítsa meg a csupasz szálakat tiszta alkohollal átitatott gézzel vagy szöszmentes kendővel.
- A szál hasítása: A legjobb illesztési eredmény érdekében hasítsa fel a szálakat egy nagy pontosságú hasítóval, például az INNO Instrument V sorozatú szálhasítóval, és szigorúan ellenőrizze az alább látható hasítási hosszokat.
![]() Jegyzet:
Jegyzet:
Mindig ne felejtsen el egy hőre zsugorodó hüvelyt a szálak mindkét végére csúsztatni minden szál előkészítés elején.
![]() Fontos!
Fontos!
Győződjön meg arról, hogy a csupasz szál és annak hasított része tiszta.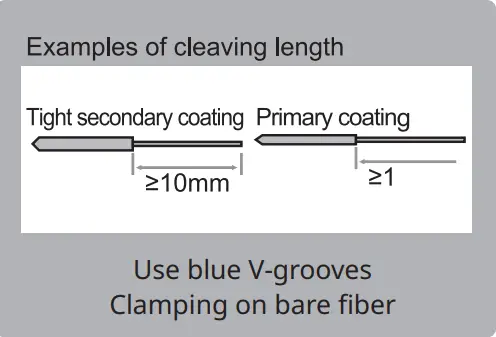
- Kerülje a szálak poros munkafelületre való lerakását.
- Kerülje a szálak hullámzását a levegőben.
- Ellenőrizze, hogy a V-hornyok tiszták-e; ha nem, törölje le tiszta alkohollal átitatott vattakoronggal.
- Ellenőrizze, hogy a clamps tiszták; ha nem, törölje le tiszta alkohollal átitatott vattakoronggal.
3.3 Összeillesztés készítése
- Nyissa ki a szélálló fedelet.
- Nyissa ki a szálat clamps.
- Helyezze a szálakat V-hornyokba. Győződjön meg arról, hogy a szálak végei a V-horony élei és az elektróda csúcsa között vannak.
- Clamp a szálat a helyére mindkét szálkészlet bezárásával clamps.
- Zárja le a szélálló fedelet.
![]() Jegyzet:
Jegyzet:
Ügyeljen arra, hogy ne csúsztassa el a szálakat a V-hornyok mentén, hanem helyezze őket a V-hornyok fölé, és döntse le a helyükre (az alábbi ábra szerint).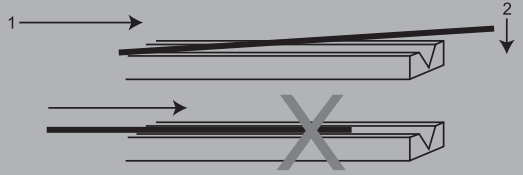
 A szálak vizsgálata
A szálak vizsgálata
Mielőtt folytatná a toldást, ellenőrizze a szálakat, hogy tiszták-e és jól hasadtak-e. Ha bármilyen hibát talál, távolítsa el a szálakat, és készítse elő újra.  A szálvégek láthatók a monitoron.
A szálvégek láthatók a monitoron. Szálvégek a monitoron kívül.
Szálvégek a monitoron kívül. A szálvégek a monitor felett és alatt – nem észlelhetők.
A szálvégek a monitor felett és alatt – nem észlelhetők.
![]() Jegyzet:
Jegyzet:
A Set gomb megnyomásakor a szálak ellenőrzése automatikusan megtörténik. A toldó automatikusan a szálakra fókuszál, és ellenőrzi a sérüléseket vagy a porszemcséket. Illesztés
Illesztés
Válassza ki a megfelelő illesztési módot.
Indítsa el a toldást a „SET” gomb megnyomásával.
![]() Jegyzet:
Jegyzet:
Ha a toldó „Auto Start”-ra van állítva, a toldás automatikusan elindul, ha a szélálló burkolatot lecsukja.
3.4 Hogyan védjük a toldást
Az összeillesztés után helyezze a hőre zsugorodó hüvelyes szálat a fűtőbe. Nyomja meg a [Heat] gombot a fűtési folyamat elindításához.
Fűtési eljárás
- Nyissa ki a fűtőelem fedelét
- Nyissa ki a bal és a jobb oldali száltartót. Fogja meg a hőre zsugorodó hüvelyt (előzőleg a szálra helyezte). Emelje fel az összeillesztett szálakat, és tartsa szorosan. Ezután csúsztassa a hőre zsugorodó hüvelyt az illesztési pontig.
- Helyezze a hőre zsugorodó hüvelyes szálat a melegítőbe clamp.
- Nyomja meg a [Heat] gombot a fűtés elindításához. Befejezés után a fűtés LED jelzőfénye kialszik.

4. fejezet – Összeillesztési mód
View A 8X számos egyszerű, de nagyon hatékony illesztési móddal rendelkezik, amelyek meghatározzák az íváramokat, az illesztési időket, valamint a splicing végrehajtása során használt különféle paramétereket. Elengedhetetlen a megfelelő illesztési mód kiválasztása. Számos „előre beállított” illesztési mód létezik az általános szálkombinációkhoz. Ezért sokkal könnyebb módosítani és tovább optimalizálni a paramétereket a szokatlanabb szálkombinációkhoz.
4.1 Az Active Splice Mode megjelenítése
Az aktív illesztési mód mindig a képernyő bal oldalán jelenik meg (lásd lent). 4.2 Összeillesztési mód kiválasztása
4.2 Összeillesztési mód kiválasztása
Válassza a [Splice mode] lehetőséget a főmenüben. Válassza ki a megfelelő illesztési módot
Válassza ki a megfelelő illesztési módot

A kiválasztott illesztési mód megjelenik a képernyőn. Nyomja meg a [Reset] gombot, hogy visszatérjen a kezdeti interfész oldalra.
Nyomja meg a [Reset] gombot, hogy visszatérjen a kezdeti interfész oldalra.
4.3 Általános illesztési lépések
Ez a rész ismerteti az automatikus illesztési folyamat lépéseit, és leírja, hogy a különböző illesztési mód paraméterei hogyan kapcsolódnak ehhez a folyamathoz. A normál illesztési folyamat két részre osztható: előfúzióra és fúzióra.
Pre-Fusion
Az előfúzió során a splicer automatikus igazítást és fókuszálást hajt végre, ahol a szálak tisztítási célból alacsony előfúziós áramnak vannak kitéve; előfúziós kép is készül. Ezen a ponton a felhasználót tájékoztatják az előfúziós képen felismert problémákról, például a rosszul előkészített szálakról. A toldó ekkor figyelmeztetést jelenít meg, mielőtt a szálak összeolvadnak.
Fúzió
Az összeolvadás során a szálak összekapcsolódnak, és öt különböző áramerősségnek vannak kitéve, az alábbiak szerint. Fontos paraméter, amely a toldás során változik, a szálak közötti távolság. Az előfúzió során a szálak eltávolodnak egymástól. Az aktuális fázis változásával a szálak fokozatosan összeillesztésre kerülnek.
Összeillesztési folyamat
Az ívteljesítmény és az ívidő a két legfontosabb paraméter (ahogy az alábbi ábrán látható). A paraméterek nevét és célját, valamint a paraméterek hatását és fontosságát a következő „Szabványos illesztési paraméterek” részben ismertetjük. Az alábbi ábra az ívkisülési feltételeket mutatja (az „ívteljesítmény” és a „motor mozgása” közötti összefüggést). Ezek a feltételek az alábbiakban felsorolt illesztési paraméterek módosításával módosíthatók. Az illesztési módtól függően azonban bizonyos paraméterek nem módosíthatók. V: Előbiztosítéki teljesítmény
V: Előbiztosítéki teljesítmény
B: Arc 1 teljesítmény
C: Arc 2 Power
D: Cleaning Arc
E: Előbiztosítéki idő
F: Az átfedéshez kapcsolódó idő továbbítása
G: Ív 1 alkalommal
H: 2. ív bekapcsolási ideje
I: Arc 2 OFF idő
J: Arc 2 time
K: Kúpos illesztési várakozási idő
L: Kúpos illesztési idő
M: Kúpos illesztési sebesség
N: Újraívezési idő
4.4 Szabványos illesztési paraméterek
| Paraméter | Leírás |
| Sablon | Megjelenik a splicer adatbázisban tárolt illesztési módok listája. A megfelelő mód kiválasztása után a kiválasztott illesztési mód beállításai átmásolódnak egy kiválasztott illesztési módba a felhasználó által programozható területen. |
| Név | Az illesztési mód címe (legfeljebb hét karakter) |
| Jegyzet | Az illesztési mód részletes magyarázata (legfeljebb 15 karakter). Ez a „Select Splice mode” menüben jelenik meg. |
| Igazítás típusa | Állítsa be a szálak igazítási típusát. „Mag”: szálmag-igazítás |
| Ív beállítása | Állítsa be az ív teljesítményét a szálak körülményeinek megfelelően. |
| Húzás teszt | Ha a „Pull test” (Húzásteszt) „ON”-ra van állítva, a húzási teszt a szélálló burkolat kinyitásakor vagy a SET gomb megnyomásával történik a toldás után. |
| Veszteségbecslés | A veszteségbecslést referenciaként kell tekinteni. Mivel a veszteséget a szálkép alapján számítják ki, ez eltérhet a valós értéktől. A becslési módszer egymódusú szálon alapul, és 1.31 pm hullámhosszon számítják ki. A becsült érték értékes referencia lehet, de nem használható az elfogadás alapjául. |
| Minimális veszteség | Ez az összeg hozzáadódik az eredetileg számított becsült illesztési veszteséghez. Speciális vagy eltérő szálak illesztése esetén még optimalizált ívviszonyok mellett is nagy tényleges toldási veszteség léphet fel. Ahhoz, hogy a becsült illesztési veszteség megegyezzen a tényleges kötési veszteséggel, állítsa be a minimális veszteséget a különbség értékére. |
| Veszteséghatár | Hibaüzenet jelenik meg, ha a becsült illesztési veszteség meghaladja a beállított veszteséghatárt. |
| Magszög határértéke | Hibaüzenet jelenik meg, ha a két összeillesztett szál hajlítási szöge meghaladja a kiválasztott küszöbértéket (Magszög határérték). |
| Hasítási szög határ | Hibaüzenet jelenik meg, ha a szál bal vagy jobb oldali végének hasítási szöge meghaladja a kiválasztott küszöbértéket (hasítási határt). |
| Szakadék pozíció | Beállítja a toldás helyének relatív helyzetét az elektródák középpontjához képest. Az illesztési veszteség javítható eltérő szálillesztés esetén a [Gap position] eltolásával egy olyan szál felé, amelynek MFD-je nagyobb, mint a másik szálas MFD. |
| Rés | Állítsa be a bal és jobb oldali szálak közötti rést az igazítás és az előfúziós kisütés idején. |
| Átfedés | Állítsa be a szálak átfedési mennyiségét a szálhajtásnál stage. Viszonylag kicsi [Átfedés] ajánlott, ha az [Preheat Arc Value] alacsony, míg a viszonylag nagy [Overlap] ajánlott, ha az [Preheat Arc Value] magas. |
| Tisztítási ív ideje | A tisztítóív rövid ideig ívkisüléssel égeti ki a mikroport a szál felületén. A tisztítóív időtartama ezzel a paraméterrel módosítható. |
| Előmelegítés ívérték | Állítsa be az előbiztosíték ívteljesítményét az ívkisülés kezdetétől a szálak meghajtásának kezdetéig. Ha az „Preheat Arc Value” túl alacsonyra van állítva, a tengelyirányú eltolás előfordulhat, ha a hasított szögek rosszak. Ha az „Előhevítési ívérték” túl magasra van állítva, a szálak végfelületei túlságosan összeolvadnak, és nő az illesztési veszteség. |
| Előmelegítési ív idő | Állítsa be az előbiztosíték ívidejét az ívkisülés kezdetétől a szálak meghajtásának kezdetéig. A hosszú [Preheat Arc Time] és a magas [Preheat Arc Value] ugyanazokat az eredményeket eredményezi. |
| Biztosíték Ívérték | Beállítja az ív teljesítményét. |
| Biztosíték Ívidő | Az ívidő beállítása. |
5. fejezet – Összeillesztési lehetőség
5.1 Összeillesztési mód beállítása
- Válassza a [Splice option] lehetőséget a Splice Mode menüben.
- Válassza ki a módosítani kívánt paramétert.

| Paraméter | Leírás |
| Automatikus indítás | Ha az „Auto start” (Automatikus indítás) BE állásban van, a toldás automatikusan elindul, amint a szélálló fedelet bezárja. A szálakat előzetesen elő kell készíteni és be kell helyezni a toldóba. |
| Szünet 1 | Ha a „Pause 1” (Szünet XNUMX) BE értékre van állítva, az illesztési művelet szünetel, amikor a szálak belépnek a résbeállított pozícióba. A szünet alatt a hasítási szögek jelennek meg. |
| Szünet 2 | Ha a „Pause 2” (Szünet XNUMX) BE értékre van állítva, az illesztési művelet a száligazítás befejezése után szünetel. |
| Az illesztési hiba figyelmen kívül hagyása | |
| Hasítási szög | Az „OFF” beállítás figyelmen kívül hagyja a hibákat, és folytatja a toldást, még akkor is, ha a felsorolt hiba megjelenik. |
| Magszög | |
| Veszteség | |
| Zsír | |
| Vékony | |
| Fiber kép a képernyőn | |
| Szünet 1 | Beállítja a szálképek képernyőn való megjelenítési módját a különböző stages az illesztési művelet. |
| Igazítás | |
| Szünet 2 | |
| Ív | |
| Becslés | |
| Gap set | |
6. fejezet – Fűtés üzemmód
A toldó legfeljebb 32 fűtési módot biztosít, köztük 7, az INNO Instrument által előre beállított fűtési módot, amelyeket a felhasználó módosíthat, másolhat és eltávolíthat.
Válassza ki azt a fűtési módot, amely a legjobban illeszkedik a használt védőhüvelybe.
Minden típusú védőhüvelyhez a toldónak megvan a maga optimális fűtési módja. Ezek az üzemmódok referenciaként a fűtés üzemmód interfészében találhatók. Másolhatja a megfelelő módot, és beillesztheti egy új egyéni módba. A felhasználók szerkeszthetik ezeket a paramétereket.
6.1 A fűtési mód kiválasztása
Válassza a [Fűtési mód kiválasztása] lehetőséget a [Heater Mode] menüben. Válassza a [Heater Mode] menüt.
Válassza a [Heater Mode] menüt.
 Válassza ki a fűtési módot.
Válassza ki a fűtési módot. A kiválasztott fűtési mód megjelenik a képernyőn.
A kiválasztott fűtési mód megjelenik a képernyőn.
Nyomja meg az [R] gombot, hogy visszatérjen a kezdeti interfészhez.
6.2 Fűtési mód szerkesztése
A fűtési mód fűtési paramétereit a felhasználó módosíthatja.
 Válassza az [Edit Heat Mode] lehetőséget a [Heater mode] menüben.
Válassza az [Edit Heat Mode] lehetőséget a [Heater mode] menüben. Válassza ki a módosítani kívánt paramétereket
Válassza ki a módosítani kívánt paramétereket
6.3 Fűtési mód törlése Válassza a [Heater Mode] menüt.
Válassza a [Heater Mode] menüt.
Válassza a [Fűtési mód törlése] lehetőséget.
Válassza ki a törölni kívánt fűtési módot
![]() Jegyzet:
Jegyzet:
A kiszürkített módok (20 mm, 30 mm, 40 mm, 50 mm, 33 mm) a rendszer előre beállított beállításai, amelyeket nem lehet törölni
Fűtési mód paraméterei
| Paraméter | Leírás |
| Sablon | Beállítja a hüvely típusát. Megjelenik az összes fűtési mód listája. A kiválasztott mód át lesz másolva az új módba |
| Név | A fűtési mód címe. |
| A fűtés hőmérséklete | Beállítja a fűtési hőmérsékletet. |
| Fűtés ideje | Beállítja a fűtési időt. |
| Előmelegítés hőmérséklet | Beállítja az előmelegítési hőmérsékletet. |
A toldó több funkcióval rendelkezik a rutin karbantartás elvégzéséhez. Ez a rész a karbantartási menü használatát ismerteti.
Válassza a [Maintenance Menu] lehetőséget.
Válassza ki a végrehajtani kívánt funkciót.
7.1 Karbantartás
A splicer beépített diagnosztikai teszt funkcióval rendelkezik, amely lehetővé teszi a felhasználó számára, hogy egyetlen egyszerű lépésben értékelje több kritikus változó paraméterét. Hajtsa végre ezt a funkciót a splicer működésével kapcsolatos problémák esetén.
Működési eljárás Válassza a [Maintenance] (Karbantartás) lehetőséget a [Maintenance Menu] (Karbantartási menü) Execute [Maintenance] (Karbantartás) menüben, ekkor a következő ellenőrzések kerülnek végrehajtásra.
Válassza a [Maintenance] (Karbantartás) lehetőséget a [Maintenance Menu] (Karbantartási menü) Execute [Maintenance] (Karbantartás) menüben, ekkor a következő ellenőrzések kerülnek végrehajtásra.
| Nem. | Ellenőrizze az elemet | Leírás |
| 1 | LED kalibráció | Mérje meg és állítsa be a LED fényerejét. |
| 2 | Porellenőrzés | Ellenőrizze, hogy a kamera képén nincs-e por vagy szennyeződés, és értékelje, hogy nem zavarják-e a szálak értékelését. Ha szennyeződést észlel, nyomja meg kétszer a Vissza gombot a helyének megjelenítéséhez. |
| 3 | Állítsa be a pozíciót | Automatikus szálbeállítás |
| 4 | Motor kalibrálása | Automatikusan kalibrálja 4 motor fordulatszámát. |
| 5 | Stabilizálja az elektródákat | Pontosan méri az elektródák helyzetét ARC kisüléssel. |
| 6 | Ív kalibrálása | Automatikusan kalibrálja az ív teljesítménytényezőjét és a szálillesztési pozíciót. |
7.2 Cserélje ki az elektródákat
Mivel az elektródák az illesztési folyamat során idővel elhasználódnak, az elektródák hegyén lévő oxidációt rendszeresen ellenőrizni kell. Az elektródák cseréje 4500 ívkisülés után javasolt. Amikor az ívkisülések száma eléri az 5500-at, a tápfeszültség bekapcsolása után azonnal megjelenik egy üzenet, amely az elektródák cseréjére szólít fel. Az elhasználódott elektródák használata nagyobb kötési veszteséget és kisebb kötési szilárdságot eredményez.
Csere eljárás
Válassza a [Replace Electrodes] lehetőséget a [Maintenance Menu]-ban.
A képernyőn utasítások jelennek meg. Ezután kapcsolja ki a ragasztót.
Távolítsa el a régi elektródákat.
I) Távolítsa el az elektródák fedelét
II) Vegye ki az elektródákat az elektródák fedeléből Tisztítsa meg az új elektródákat alkohollal átitatott tiszta gézzel vagy szöszmentes kendővel, és helyezze be őket a toldóba.
Tisztítsa meg az új elektródákat alkohollal átitatott tiszta gézzel vagy szöszmentes kendővel, és helyezze be őket a toldóba.
I) Helyezze az elektródákat az elektródák fedelébe.
II) Helyezze vissza az elektródafedelet a toldóba, és húzza meg a csavarokat.
Jegyzet:
![]() Ne húzza túl az elektródák fedelét.
Ne húzza túl az elektródák fedelét.
Az INNO Instrument nyomatékosan javasolja minden felhasználónak, hogy végezze el az [Elektródák stabilizálását] és az [Ívkalibrációt] az elektródacsere után, hogy megőrizze a jó illesztési eredményeket és a kötési szilárdságot (a részleteket alább ismertetjük).
7.3 Elektródák stabilizálása
Működési eljárás
- Válassza az [Elektródák stabilizálása] lehetőséget.
- Helyezze az előkészített szálakat a toldóba a toldáshoz.
- Nyomja meg az [S] gombot, és a toldó automatikusan elkezdi stabilizálni az elektródákat a következő eljárások szerint:
- Az ívhelyzet méréséhez ismételje meg az ívkisülést ötször.
- Végezze el a toldást 20-szor egymás után, hogy pontosan meghatározza az elektródák helyzetét.
7.4 Motor kalibrálása
A motorokat a gyárban beállítják a szállítás előtt, de előfordulhat, hogy a beállításokat idővel kalibrálni kell. Ez a funkció automatikusan kalibrálja a présmotorokat.
Működési eljárás
- Válassza a [Motor Kalibráció] lehetőséget a [Maintenance Menu]-ban.
- Töltse be az előkészített szálakat a toldóba, és nyomja meg a [Set] gombot.
- A présmotorok automatikusan kalibrálódnak. A befejezést követően megjelenik egy sikeres üzenet.
![]() Jegyzet:
Jegyzet:
* Hajtsa végre ezt a funkciót, ha „Fat” vagy „Thin” hiba lép fel, vagy a száligazítás vagy a fókuszálás túl sok időt vesz igénybe.
7.5 Ív kalibrálása
Működési eljárás
- Miután kiválasztotta az [Ívkalibráció] lehetőséget a karbantartási menüben, az [Arc Calibration] képe megjelenik a képernyőn.
- Helyezze az előkészített szálakat a splicerre, nyomja meg a [Set] gombot az ARC kalibrálás megkezdéséhez.
![]() Jegyzet:
Jegyzet:
* Használjon szabványos SM szálat az ív kalibrálásához. * Győződjön meg arról, hogy a szálak tiszták. A szál felületén lévő por befolyásolja az ív kalibrálását.
Az ívkalibrálás után 2 numerikus érték jelenik meg a képernyőn. Ha a jobb oldali értékek 11±1, a splicer üzenetet küld a befejezésről, ellenkező esetben a szálakat újra fel kell hasítani az ívkalibráláshoz, amíg a művelet sikeres be nem fejeződik.
A képelemzés révén a splicer észleli a port és a szennyeződéseket az illesztőkamerákon és az objektíveken, amelyek helytelen szálérzékelést eredményezhetnek. Ez a funkció ellenőrzi a kamera képeit szennyeződések jelenlétére, és kiértékeli, hogy ezek befolyásolják-e az illesztés minőségét.
Működési eljárás
- Válassza a [Porellenőrzés] lehetőséget a [Karbantartás menüben].
- Ha szálak vannak a fűzőben, távolítsa el őket, és nyomja meg a [Set] gombot a porellenőrzés elindításához.
- Ha a porellenőrzési folyamat során port észlel, a „Failed” üzenet jelenik meg a képernyőn. Ezután tisztítsa meg a lencséket, és végezze el a [Porellenőrzés] műveletet, amíg a „Complete” üzenet meg nem jelenik a képernyőn.
Jegyzet:
Ha az objektívlencsék tisztítása után is szennyeződés marad, forduljon a legközelebbi értékesítési ügynökhöz.
Az elektródákat ajánlatos újakra cserélni, ha az áramköri ívszám meghaladja az 5500-at, az illesztési minőség biztosítása érdekében.
- Lépjen be a [Maintenance Menu] > [Replace Electrodes] > [Electrode Thresholds] menüpontba.
- Állítsa be az elektródára és az elektródára vonatkozó figyelmeztetést.
| Paraméter | Leírás |
| Vigyázat az elektródákkal | Ha az elektróda kisülési száma meghaladja a beállított számot, akkor a „Vigyázat! Cserélje ki az elektródákat” üzenet jelenik meg, amikor elindítja a fúziós illesztőt. A paramétert ajánlatos „4500”-ra állítani. |
| Elektróda figyelmeztetés | Ha az elektróda kisülési száma meghaladja a beállított számot, a „Figyelem! Cserélje ki az elektródákat” üzenet jelenik meg, amikor elindítja a fúziós illesztőt. Ezt a paramétert ajánlatos „5500”-ra állítani. |
Szoftver frissítése
- El kell mennie a View 8X termékoldal www.innoinstrument.com és töltse le a frissített szoftvert file erről az oldalról.
- A letöltés után töltse fel a file egy USB-meghajtóra.
- Ezután csatlakoztassa az USB-meghajtót a toldóhoz, és töltse fel a files.
- A [System Setting] felületen válassza a [Szoftver frissítése] lehetőséget.
- Miután az [OK] gombra kattintott, a splicer automatikusan elindítja a frissítési folyamatot.
- A splicer a frissítés befejezése után újraindul.
8. fejezet – Segédprogramok
8.1 Rendszerbeállítások
|
Paraméter |
Leírás |
| Berregő | Beállítja a hangjelzést. |
| Hőmérséklet mértékegysége | Beállítja a hőmérséklet mértékegységét. |
| Automatikus fűtés | Ha [Be] értékre van állítva, amikor a szál a fűtőtestbe van helyezve. A fűtőberendezés automatikusan végrehajtja a fűtést. |
| Porellenőrzés | Ellenőrzi, hogy nincs-e por a képalkotó területen. Beállítja a porellenőrző funkciót, alapértelmezés szerint KI. Ha BE értékre van állítva, a csatornaellenőrzés automatikusan megtörténik, amikor a toldó be van kapcsolva. |
| Húzás teszt | A húzási tesztet alapértelmezés szerint BE-re állítja, ha KI értékre van állítva, a húzási teszt nem kerül végrehajtásra. |
| Fehér LED | Fehér LED kapcsoló. |
| Jelszó zárolása | Engedélyezi a jelszavas védelmet. |
| Reset | Visszaállítja a gyári beállításokat. |
| Szoftver frissítése | Az illesztő szoftver frissítési eljárása. |
| Nyelv | Beállítja a rendszer nyelvét. |
| Energiatakarékos opció | Beállítja a [Monitor Shut Down], a [Splicer Shut Down] idejét és az LCD fényerejét. |
| Naptár beállítása | Beállítja a rendszeridőt. |
| Jelszó módosítása | Jelszómódosítási lehetőség. Az alapértelmezett jelszó 0000. |
Energiatakarékos opció
Ha az energiatakarékos funkció nincs beállítva az akkumulátorról történő használat során, a toldási ciklusok száma csökkenni fog.
- Válassza az [Energiatakarékos opció] lehetőséget a [Rendszerbeállítás] részben
- Módosítsa a [Monitor Shut Down] és [Splicer Shut Down] időpontját
| Paraméter | Leírás |
| Monitor leállítás | Az akkumulátor kímélése érdekében ennek a funkciónak a bekapcsolása automatikusan kikapcsolja a képernyőt, ha az összekötő nincs használatban a beállított ideig. Amikor a képernyő kikapcsol, a bekapcsológomb mellett egy villogó fény jelenik meg. Nyomja meg bármelyik gombot a képernyő visszakapcsolásához. |
| Splicer Shud Down | Automatikusan lekapcsolja a toldó áramellátását, ha inaktív marad a beállított ideig. Ez segít elkerülni az akkumulátor lemerülését. |
8.2 Rendszerinformáció
A [Rendszerinformáció] kiválasztása után a következő üzenetek jelennek meg a képernyőn:
|
Paraméter |
Leírás |
| A gép sorozatszáma | Megjeleníti a fúziós splicer sorozatszámát. |
| Szoftver verzió | Megjeleníti a fúziós splicer szoftververzióját. |
| FPGA verzió | Megjeleníti az FPGA verzióját. |
| Teljes ívszám | Megjeleníti a teljes ívkisülés számát. |
| Jelenlegi ívszám | Megjeleníti az ívkisülések számát az aktuális elektródakészlethez. |
| Utolsó karbantartás | Megjeleníti az utolsó karbantartás dátumát. |
| Gyártási dátum | Megjeleníti a gyártás dátumát. |
I. függelék
Magas illesztési veszteség: ok és megoldás
| Tünet | Név | Ok | Jogorvoslat |
|
|
Fiber mag axiális eltolás | Por van a V-hornyokban és/vagy a szálvégeken | Tisztítsa meg a V-hornyokat és a szálvégeket |
 |
Fiber magszög hiba | Por van a V-hornyokban és a szálkalapácsban | Tisztítsa meg a V-hornyokat és a szálkalapácsot |
| Rossz minőségű szálvégfelület | Ellenőrizze a bárdot | ||
 |
Szálmag hajlítás | Rossz minőségű szálvégfelület | Ellenőrizze a bárdot |
| Az előbiztosíték teljesítménye túl alacsony vagy az előbiztosíték ideje túl rövid. | Növelje az [Pre-Fuse Power] és/vagy az [Pre-Fuse Time] értékét. | ||
 |
Az üzemmód mező átmérői nem egyeznek | Az ív teljesítménye nem megfelelő | Növelje az [Előbiztosítéki teljesítmény] és/vagy az [Előbiztosítéki idő] értékét. |
 |
Por égés | Rossz minőségű szálvégfelület | Ellenőrizze a bárdot |
| A szál vagy a tisztítóív tisztítása után is van por. | Tisztítsa meg alaposan a szálat, vagy növelje a [Cleaning Arc Time] | ||
 |
Buborékok | Rossz minőségű szálvégfelület | Ellenőrizze a bárdot |
| Az előbiztosíték teljesítménye túl alacsony vagy az előbiztosíték ideje túl rövid. | Növelje az [Pre-Fuse Power] és/vagy az [Pre-Fuse Time] értékét. | ||
 |
Elválasztás | A rostos töltelék túl kicsi | Hajtsa végre az [Arc Calibration] műveletet. |
| Az előbiztosíték teljesítménye túl magas, vagy az előbiztosítéki idő túl hosszú. | Csökkentse az [Pre-Fuse Power] és/vagy az [Pre-Fuse Time] értékét. | ||
 |
Zsír | Túl sok rost töltelék | Csökkentse az [Átfedés] értéket, és hajtsa végre az [Ívkalibrálást]. |
 |
Vékony Illesztési vonal |
Az ív teljesítménye nem megfelelő | Hajtsa végre az [Arc Calibration] műveletet. |
| Néhány ívparaméter nem megfelelő Néhány ívparaméter nem megfelelő |
Állítsa be az [Pre-Fuse Power], [Pre-Fuse Time] vagy [Overlap] [Előbiztosítéki teljesítmény], [Pre-Fuse Time] vagy [Overlap] |

![]() Jegyzet:
Jegyzet:
Különböző, eltérő átmérőjű optikai szálak vagy többmódusú szálak illesztésekor egy függőleges vonal, úgynevezett „illesztési vonal” jelenhet meg. Fontos megjegyezni, hogy ez nem befolyásolja a toldás minőségét, beleértve az illesztési veszteséget és az illesztési szilárdságot.
melléklet II
Hibaüzenetek listája
A toldó használata közben hibaüzenet jelenhet meg a képernyőn. A probléma megoldásához kövesse az alábbi megoldásokat. Ha a probléma továbbra is fennáll, és nem lehet megoldani, előfordulhat, hogy a fúziós splicer hibás. Ilyen esetekben tanácsos további segítségért konzultálnia értékesítési irodájával.
| Hibaüzenet | Ok | Megoldás |
| Bal oldali szál elhelyezési hiba | A szál végfelülete az elektróda középvonalán vagy azon túl van elhelyezve. | Nyomja meg az „R” gombot, és állítsa be a szál végfelületét az elektróda középvonala és a V-horony éle közé. |
| Jobb oldali szál helyhiba | ||
| Nyomja meg a Motor távolság túllépését | A szál nincs megfelelően beállítva a V-horonyba. A szál nem a kamera területén található view. | Nyomja meg az „R” gombot, és helyezze újra a szálat. |
| Nyomja meg a Motor Error gombot | A motor megsérülhet. | Forduljon a legközelebbi INNO műszaki csapatához. |
| A Fiber-végoldal keresése sikertelen | A szál nincs megfelelően beállítva a V-horonyba. | Nyomja meg az „R” gombot, és helyezze újra a szálat. |
| Ívhiba | Ívkisülés nem történt. | Győződjön meg arról, hogy az elektródák a megfelelő helyzetben vannak. Cserélje ki az elektródákat. |
| Állítsa be a motor távolságát a határérték fölé | A szál nincs megfelelően beállítva a V-horonyba. | Nyomja meg az „R” gombot, és helyezze újra a szálat. |
| A Fiber Clad keresése sikertelen | A szál nincs megfelelően beállítva a V-horony alján. | Nyomja meg az „R” gombot, és helyezze újra a szálat. |
| Fiber Clad Gap Rossz | Por vagy szennyeződés van a szál felületén | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás). |
| Ismeretlen száltípus | Por vagy szennyeződés van a szál felületén | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás). |
| Nem illő szálak | Az újraillesztéshez használjon az AUTOMATIKUS illesztési módtól eltérő illesztési módot. | |
| Nem szabványos optikai szálak | Az AUTO splice mód csak az olyan szabványos szálakat tudja azonosítani, mint az SM, MM, NZ. | |
| Fiber Clad Over Limit | A szál nem a kamera területén található view. | Állítsa be a szál helyzetét, és végezze el a [Motor kalibrálását] a karbantartáshoz. |
| Focus Motor Home pozíció Hiba | A hegesztési művelet során a fúziós splicer erővel ütközik. | Karbantartáshoz végezze el a [Motor kalibrálását]. Ha a probléma továbbra sem oldható meg, forduljon a helyi INNO műszaki csapatához. |
| Fiber End face Gap Rossz | Túl sok [Átfedés] beállítás | Módosítsa vagy inicializálja az [Átfedés] beállítást. |
| A motor nincs kalibrálva | Végezze el a [Motor Calibration] karbantartását. | |
| Motor távolság határon túl | A szál nincs megfelelően beállítva a V-horonyba. | Nyomja meg az „R” gombot, és helyezze újra a szálat. |
| Por vagy szennyeződés van a szál felületén | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás). | |
| Por vagy szennyeződés van a szál felületén | A lencsék és a tükrök tisztítása után hajtsa végre a [Porellenőrzést]. | |
| Fiber Mismatch | A szálak a két oldalon nem azonosak | Ha folytatja az illesztést, nagy kötési veszteséget okozhat. Kérjük, használja a szálaknak megfelelő illesztési módot. |
| Hasítási szög határ felett | Rossz szálvégfelület | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás).Ellenőrizze a szálhasító állapotát. Ha a penge elhasználódott, fordítsa a pengét egy új helyzetbe. |
| A [Cleave Limit] túl alacsonyra van állítva. | Növelje a „hasítási határt” (standard érték: 3.0°) | |
| Magszög határon túl | Az [Eltolási határ] túl alacsonyra van állítva. | Növelje a „magszög határértékét” (standard érték: 1.0°). |
| Por vagy szennyeződés van a V-horonyon vagy a clamp chip. | Tisztítsa meg a V-hornyot. Készítse elő és helyezze át újra a szálat. | |
| Fiber tengelyigazítás nem sikerült | Axiális eltolás (>0.4 um) | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás). |
| A motor nincs kalibrálva | Végezze el a [Motor Calibration] karbantartását. | |
| A rost piszkos | Por vagy szennyeződés van a szál felületén | Ismét készítse elő a szálat (csupaszítás, tisztítás és hasítás). |
| Por vagy szennyeződés van az objektíven vagy a LED-eken | Hajtsa végre a [Porellenőrzést]. Ha por vagy szennyeződés van jelen, tisztítsa meg a lencséket vagy a LED-eket | |
| A „Cleaning Arc time” túl rövid | Állítsa a „Cleaning Arc time”-t 180 ms-ra | |
| Illessze a nehezen elhelyezhető magszálakat a magigazítási módszerrel a toldás során. | Kösse össze azokat a szálakat, amelyek magjait nehéz megtalálni, MM illesztési móddal (burkolóréteg-igazítás). | |
| Zsír illesztési pont | Túl sok [Átfedés] beállítás | Állítsa be vagy inicializálja az „Átfedés” beállítást. |
| A motor nincs kalibrálva. | Kalibrálja az ív teljesítményét az [Arc Calibration] funkcióval. | |
| Vékony illesztési pont | Nem megfelelő ívteljesítmény | Kalibrálja az ív teljesítményét az [Arc Calibration] funkcióval. |
| Az előbiztosíték teljesítménye vagy ideje túl magasra van állítva | Állítsa be vagy inicializálja az „Előbiztosítéki teljesítmény” vagy az „Előbiztosíték-idő” beállításokat. | |
| Nem megfelelő „Átfedés” beállítás | Módosítsa vagy inicializálja az [Átfedés] beállítást |
Néhány gyakori probléma megoldása az alábbiakban található referenciaként. Ha nem tudja megoldani a problémákat, forduljon közvetlenül a gyártóhoz segítségért.
1. A tápellátás nem kapcsol ki, ha megnyomja az „ON/OFF” gombot.
- Nyomja meg és tartsa lenyomva az „ON/OFF” gombot, amíg a LED villogni nem kezd, majd engedje el a gombot, és a toldó kikapcsol.
2. Problémák a toldóval, amely csak néhány toldásra képes teljesen feltöltött akkumulátorral.
- Az akkumulátor töltöttsége idővel csökkenhet a memóriaeffektusok és a hosszabb tárolás miatt. Ennek megoldására ajánlatos az akkumulátort a teljes lemerülés után újratölteni.
- Az akkumulátorcsomag elérte élettartama végét. Helyezzen be egy új akkumulátort.
- Ne használja az akkumulátort alacsony hőmérsékleten.
3. Hibaüzenet jelenik meg a monitoron.
- Lásd a ll függeléket.
4. Magas illesztési veszteség
- Tisztítsa meg a V-hornyokat, szál clamps, szélvédő LED-ek és kameralencsék.
- Cserélje ki az elektródákat.
- Lásd az l. függeléket.
- Az illesztési veszteség a hasítási szögtől, az ívviszonyoktól és a száltisztaságtól függően változik.
5. A monitor hirtelen kikapcsolt.
- Az energiatakarékos funkció engedélyezése azt eredményezi, hogy a toldó hosszú tétlenség után alacsony fogyasztású állapotba kerül. Nyomja meg bármelyik gombot a készenléti állapotból való kikapcsolásához.
6. A toldó áramellátása hirtelen kikapcsolt.
- Ha engedélyezi az energiatakarékos funkciót, a toldó huzamosabb ideig tartó inaktivitás után kikapcsolja a csatlakozót.
7. Nem egyezik a becsült illesztési veszteség és a tényleges kötési veszteség.
- A becsült veszteség számított veszteség, így csak referenciaként használható.
- Előfordulhat, hogy a toldó optikai alkatrészeit meg kell tisztítani.
8. A szálvédő hüvely nem zsugorodik teljesen.
- Hosszabbítsa meg a fűtési időt.
9. A fűtési folyamat leállításának módja.
- Nyomja meg a „HEAT” gombot a fűtési folyamat megszakításához.
10. A szálvédő hüvely zsugorítás után a fűtőlemezre tapadt.
- Használjon vattapamacsot vagy hasonló puha hegyű tárgyat a hüvely tolásához és eltávolításához.
11. Elfelejtett jelszavak.
- Forduljon a legközelebbi INNO Instrument műszaki csapatához.
12. Nincs ívteljesítmény változás az [Ívkalibráció] után.
- A belső tényezőt a kiválasztott ívteljesítményhez kalibrálják és beállítják. Az egyes illesztési módokban megjelenített ívteljesítmény állandó marad.
13. Ne felejtse el behelyezni az optikai szálat a karbantartási folyamat során.
- Nyissa ki a szélálló fedelet, helyezze az előkészített szálakat a V-horonyba, majd nyomja meg a „SET” vagy „R” gombot a folytatáshoz.
14. Nem sikerült frissíteni
- Amikor a felhasználók az „új” USB-meghajtót használják a frissítéshez, előfordulhat, hogy a splicer nem tudja megfelelően azonosítani a frissítő programot file; alaphelyzetbe kell állítania az USB-meghajtót, és újra kell indítania az illesztőt.
- Ellenőrizze, hogy a frissítés file a név és a formátum helyes.
- Ha nem tudja megoldani a problémákat, forduljon közvetlenül a gyártóhoz.
15. Mások
- Kérjük, forduljon közvetlenül a gyártóhoz.
A Vég
* A termékek modelljei és műszaki adatai előzetes értesítés nélkül változhatnak.
![]()
![]() Copyright © 2024 INNO Instrument Inc.
Copyright © 2024 INNO Instrument Inc.
Minden jog fenntartva.
INNO Instrument Inc.
support@innoinstrument.com
Kezdőlap
www.INNOinstrument.com
Kérjük, látogasson el hozzánk a Facebookon
www.facebook.com/INNOinstrument
Dokumentumok / Források
 |
TECH View 8X Premium Core Alignment Fusion Splicer [pdf] View 8X Premium Core Alignment Fusion Splicer, View 8X, Premium Core Alignment Fusion Splicer, Core Alignment Fusion Splicer, Alignment Fusion Splicer, Fusion Splicer |